BERUF(UNG)
Meine berufliche Laufbahn begann eigentlich schon 1961 während des letzten
Schuljahres an der Sekundarschule Bümpliz. "Berufsberatung" oder "Schnupperlehre"
waren damals eher Fremdwörter - wir lebten in einer Hochkonjunktur und jeder konnte
sich mehr oder weniger seinen Traum erfüllen, vorausgesetzt er schaffte die Zugangsbedingungen.
Die Technik, vor allem mechanische Wunderwerke, hatten mich schon immer fasziniert und ich wollte
das kennen und verstehen lernen. Mein Vater, der als Giesser bei der von Roll in Bern arbeitete, hat mir
immer viel von den Dingen erzählt, welche seine Firma herstellte: Krane, Werkzeugmaschinen und Seilbahnen!
Besonders die Seilbahnen zogen mein Interesse auf sich und ich wollte wissen, was das für Leute sind,
welche diese Technik entwerfen und umsetzen. Unsere "Ingenieure", war seine Antwort. Und wie wird man das?
Am besten du lernst Zeichner und gehst anschliessend aufs Technikum! Dieses Ziel wollte ich erreichen, das stand
für mich also schon sehr früh fest.
An der Sekundarschule gab es das freiwillige Zusatzfach "Spezialmathematik", welches unser Mathematiklehrer für
angehende Lehrer unterrichtete, um ihnen ein über den normale Unterricht hinausgehendes mathematisches Grundwissen
für das Studium am Lehrerseminar zu verschaffen. Obwohl ich nicht Lehrer werden wollte, meldete ich mein Interesse
an und durfte mitmachen.
Maschinenzeichner
In der Zwischenzeit hatte ich die Aufnahmeprüfung für eine Lehrstelle als Maschinenzeichner bei der Firma von Roll AG
Bern absolviert und bestanden. Im Frühjahr 1962 ging's also los --- aber nicht etwa in der weissen Berufsschürze ---
nein, in handwerklicher Berufskleidung!! Antreten in der werksinternen Lehrwerkstätte, zusammen mit den Kollegen welche
Maschinenschlosser und Dreher lernen wollten. Die Devise der von Roll war: Ein Maschinenzeichner muss zuerst lernen wie seine
Pläne in die Tat umgesetzt werden, dann konstruiert er auch keine unmöglichen Sachen!
Praktische Grundausbildung
Ich fand es damals mühsam, viel zu lange und gegenüber den Berufskollegen aus anderen Firmen benachteiligend, dauerte
diese praktische Grundausbildung doch das ganze erste Lehrjahr. Der einzige Ort, an dem technisches Zeichnen zur Anwendung kam,
war während dieser Zeit beim Zeichenunterricht an der gewerblichen Berufsschule, einmal wöchentlich. Nun standen wir also die
ersten sechs Monate am Werkbank in der Lehrwerkstätte und bearbeiteten ein kleines Eisenstück mit der Flachfeile. Zuerst
in Längsrichtung bis der Lehrmeister mit der Ebenheit der Fläche zufrieden war, dann im Kreuzstrich (zweil Feilrichtungen
quer zueinander) mit demselben Ziel. Wechsel zu einem Rohrstück mit der Rundfeile, weiter zu einem Passstück deren zwei
Hälften so einzupassen waren bis kein Luftspalt mehr zu sehen war, dabei kamen auch noch Nadelfeilen zum Einsatz.
Feilen habe ich gelernt, weiss Gott, und kann es heute noch! Später kam dann der Umgang mit Hammer und Meissel, der Eisensäge,
der Ständerbohrmaschine, der Reissnadel, dem Körner, dem Gewindebohrer, dem Aussengewindeschneider und dem Schaber dazu.
Die Präzisionsschieblehre, die jeder kaufen musste, ist heute noch in meinem Besitz! Selbstverständlich lernten wir auch
mit Mikrometer umzugehen und was es hiess Toleranzen einzuhalten.
Schnuppertour durch den ganzen Betrieb
Endlich konnten wir der Lehrwerkstätte den Rücken kehren und es galt nun die restlichen sechs Monate
alle Produktionsabteilungen und deren Tätigkeiten kennen zu lernen, jeweils ein paar Wochen an jedem Ort.
In der Eisenkonstruktion lernte ich das Elektroschweissen und dufte in schwindelnder Höhe in der Kabine eines Hallenkrans
mit 120 Tonnen Tragkraft selbst feststellen wie schwierig es ist den Haken gerade zu halten. In der Schlosserei lernte ich,
wie man die Enden von dicken Drahtseilen für Luftseilbahnen aufspleisste und sie mit Blei vergossen zu konischen Pfropfen
formte, damit sie in der Seilbahnstatin sicher verankert werden konnten. In der Dreherei lernte ich eine Drehbank zu
bedienen und konnte mir selbst einen Kerzenständer aus Aluminium herstellen. In der Modellschreinerei
durfte ich die Holzbearbeitung kennen lernen und dort zimmerte ich mir so quasi als Gesellenstück ein kleines
Schuhschränklein zusammen. In der Kernmacherei/Giesserei lernte ich wie man die Kernen, welche bei grossen
Eisengussstücken als Platzhalter für die späteren Hohlräume dienen, herzustellen und formte mir in einer kleinen
Sandform ein Modell eines Vampire-Flugzeuges das ich dann voller Stolz aus Eisen gegossen der Form entnehmen konnte.
Im Büro der Arbeitsvorbereitung stellte ich die Akkordarbeitskarten für die verschiedenen Arbeitsgänge der Akkordarbeiter
her um sie später, wenn sie ausgefüllt zurückkamen in der Nachkalkulation auszuwerten. Alles in allem hatten wir nach
dem ersten Lehrjahr ein sehr grosses Praxiswissen erlangt, um das uns nun plötzlich die Kollegen anderer Firmen
beneideten --- und im nachhinein muss ich sagen, dass ich davon ein Leben lang profitiert habe.
Endlich am Reissbrett
Zwar durfte ich mich nicht von Anfang an mit Seilbahnen beschäftigen, es war ein weiteres Lehrjahr in Oberbau angesagt.
Unter diesem Begriff versteht man Gleisbau für Schienenfahrzeuge jeglicher Art. Dabei ging es natürlich nicht um die
gewöhnlichen Teile einer Strecke, sondern in erster Linie um Weichen, also die Aufteilung eines Gleises in zwei, wobei
die Richtung wahlweise bestimmt werden kann. Da die Strecken ja immer den jeweiligen Gegebenheiten angepasst werden müssen,
gibt es praktisch immer individuell angepasste Lösungen. Bei den Kurvenradien von 200 bis 300 Meter gibt es am Berührungspunkt
so extrem spitze Winkel, dass exaktes Rechnen von Nöten war. Wir schrieben das Jahr 1963, also Computer noch weitgehend
ein Fremdwort, von Taschenrechnern ganz zu schweigen. So lernte ich rasch mit Logarithmen umzugehen, die 15-stellig in
zwei dicken Büchern zur Verfügung standen, besonders wichtig natürlich diejenigen der Winkelfunktionen.

|
Eine besondere Herausforderung
bildete die Konstruktion eines "Gleiswenders" für die Pilatusbahn, die steilste Zahnradbahn der Welt. Wegen ihrer Steilheit,
bis zu 48% Steigung, konnte kein herkömmliches Zahnradsystem zur Anwendung kommen. Wenn nämlich talwärts eine Vollbremsung
gemacht werden muss, würde die Lokomotive von den Schienen abheben und in die Tiefe stürzen. Daher verwendet man das System Locher,
bei dem die Antriebszahnräder horizontal angeordnet sind und in nach der Seite gerichtete Zahnstangen greifen. Bodenscheiben
unter den Zahnrädern verhindern das Abheben. Da dieses Zahnradsystem die Zahnstangen über dem Niveau der Schienen anordnen
muss, weil die Antriebsräder über die Spurweite hinausragen, sind herkömmliche Weichen undenkbar. Also ordnete man eine halbe
Weiche (in die eine Richtung weisend) einer symmetrischen Weiche auf je einer Seite einer drehbaren Bühne an, die durch wenden
die andere Hälfte (in die andere Richtung weisend) zum Vorschein brachte. Die gesamten Detailzeichnungen dieser weltweit einmaligen
technischen Kuriosität habe ich im zweiten Lehrjahr als Zeichnerstift machen dürfen. Um die Lagerung, den Wenderantrieb in ihrer
Funktion testen zu können, hat man in der Werkstätte eine Versuchsanordnung in Form einer grossen Eisenkonstruktion aufgebaut,
welche auch die entsprechende Steilheit des Einbauortes beinhalten musste.
|

|

|
Das dritte Lehrjahr brachte mich dann endlich zu den Seilbahnen. Ich wurde einem Konstrukteur zugeteilt, der die
tolle Aufgabe hatte, die erste Zweiseilumlaufbahn zu konstruieren. Diese sollte im Wallis Anzère mit dem Pas de Maimbré
verbinden. Die bisherigen Sesselbahnen wurden einfach an ein stets sich im Umlauf befindliches Seil geklemmt, welches
die Fortbewegung und das Tragen der Sesseln oder Gondeln gleichsam übernahm. Da aber in Anzère geschlossene Gondeln an Stelle
von offenen Sesseln
geplant waren, wäre des Gewichtes wegen ein einziges Seil zu dick und damit als Umlaufseil zu steif ausgefallen. Also musste
eine neue Lösung entworfen werden mit einem dicken ruhenden Tragseil und darunter einem geschmeidigeren Umlauf- oder Zugseil.
Das Problem dabei war, dass nun ein Laufwerk entwickelt werden musste, das auf Rollen auf dem Tragseil fahren konnte und darunter
eine Greifkupplung, die automatisch durch Auflaufen auf eine Schiene in der Station sich öffnet und beim Ablaufen sich wieder
schliesst, da sich das Zugseil ja ständig im Umlauf befindet. Für dieses Laufwerk durfte ich dann sämtliche Detailzeichnungen
erstellen und als Krönung eine für die Montage bestimmte Explosionszeichnung in isometrischer Perspektive. Leider ist dieses
Meisterwerk nicht mehr zu besichtigen, da diese Bahn 1999 durch eine modernere (mit wiederum nur einem Seil betriebene) Gondelbahn
ersetzt wurde, während die Gleiswender am Pilatus bis heute überlebt haben.
|
Im vierten Lehrjahr war ich dann bei den Grosskabinenbahnen (sog. Luftseilbahnen) angekommen. Ich war mehrheitlich für einen
indischen Ingenieur tätig, der sich mit Längenprofilen für neue Luftseilbahnprojekte beschäftigte. Bei ihm entbrannte meine
Vorliebe für die Mathematik und er versuchte mir all die Formeln zu erklären und warum man die Form eines frei hängenden
Seiles mit genügender Genauigkeit als quadratische Parabel annähern durfte. Seit dem 3. Lehrjahr besuchte ich an jeweils
2 Abenden die freiwilligen Technikumsvorbereitungskurse an der gewerblichen Berufsschule, denn an meinem Ziel, einmal
Ingenieur zu werden, hatte sich nichts geändert. Vorderhand galt es aber zuerst die anstehende Hürde zu nehmen, die
Lehrabschlussprüfung! Glücklicherweise litt ich in meinem ganzen Leben nie an Prüfungsangst, das mochte auch daran liegen,
dass ich meiner Sache auch immer recht sicher war. Auf jeden Fall gelang mir dies wie auch die Aufnahmeprüfung an der Abteilung
Maschinenbau an der Höheren Technischen Lehranstalt (Ingenieurschule) Brugg-Windisch. Von Roll Bern war Geschichte und ich
übersiedelte nach Olten, von wo aus ich nach absolvierter Rekrutenschule im Herbst 1966 das Studium begann.
HTL Brugg-Windisch
Hier machte sich so zirka alles bezahlt, was ich an Vorschulung gemacht hatte. Während viele Mitstudenten Mühe bekundeten
dem Unterricht folgen zu können, hatte ich eigentlich kaum Probleme. Die ersten drei Semester dienten ohnehin dazu das
allgemeine Basiswissen in Mathematik und Physik zu erweitern, so dass ich getrost nach 3 Semestern das Studium für den
Besuch der Unteroffiziersschule unterbrechen konnte. Die Zeit dazwischen nutzte ich um als Maschinenzeichner Geld zu
verdienen. Termingerecht stieg ich im Frühjahr 1969 wieder ins 4. Semester ein.

|
Das Studium wurde auch zusehends anspruchsvoller da nun die eigentlichen Ingenieurfachgebiete wie Hydrodynamik,
Thermodynamik und allgemeiner Maschinenbau unterrichtet wurden, begleitet von Laborexperimenten und Gruppenarbeiten.
Professor Walter Guttropf (Bild), der im allgemeinen Maschinenbau nicht auf herkömmliche altbekannte Techniken Wert legte, sondern
den Wandel der Zeit früh erkannte und die bevorstehende Automatisierung im Maschinenbau durch Computer und Roboter zum
Unterrichtsschwerpunkt machte, war es denn auch, der entscheidend meine berufliche Laufbahn prägte. Pneumatische,
hydraulische, elektrische und elektronische Steuerungen aller Art prägten die Versuchsaufbauten in seinem Fertigungstechniklabor.
|
|
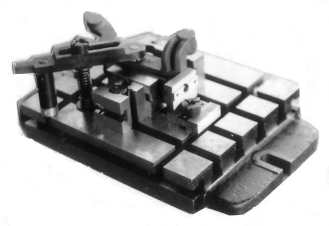
So kam es denn auch, dass ich als Diplomarbeit von ihm die Aufgabe erhielt, ein lernfähiges Computerprogramm zu entwickeln,
das mit zunehmender Datenmenge immer bessere Vorschläge machen konnte. Die Basis dazu bildete ein Vorrichtungsbaukasten, eine
Sammlung von Spannelementen zu einer Aufspannplatte die in 2 Richtungen mit vielen Nuten versehen war, in denen die
Spannelemente verankert werden konnten.Bei der spanabhebenden Bearbeitung (vor allem Fräsen und Bohren) steht man ja immer vor der
Aufgabe, den zu bearbeitenden Rohling möglichst so spannen zu können, dass eine komplette Bearbeitung möglichst ohne
häufiges Umspannen (für die Produktion tote Zeit) bewerkstelligt werden kann. So fliessen eine Unzahl von Eigenschaften wie
Form und Grösse des zu spannenden Werkstückes, Art und Umfang der bevorstehenden Bearbeitung (auf 2 bis 6 Seiten eines Quaders),
maximale Wege der eingesetzten Bearbeitungsmaschine usw. in die Problemanalyse ein.
|
Diese gilt es nach Wichtigkeit zu ordnen
und dann auf Grund bereits schon erstellter Vorrichtungen für eben "ähnliche" frühere Formen, dem Vorrichtungsbauer eine
Entscheidungshilfe zu geben. Ich hatte freien Zugang (Tag und Nacht) zum HTL-Rechenzentrum wo eine IBM 1130 zu meiner Verfügung
stand. Programmierung damals in FORTRAN erfolgte über Lochkarten, welche man selbst lochen musste. Als Drucker wurde lediglich
eine Kugelkopfschreibmasche angesteuert, welche auf Endlospapier druckte. Die Effizienz und Geschwindigkeit der damaligen Technik
kann man sich heute nicht mehr vorstellen. Das Interesse für die Automatisierung und insbesondere an der Programmierung
technischer Prozesse war endgültig geweckt.
Industrielle Erfahrung
Brown Boveri Turgi, Abteilung EIN (Industrielle Elektronik Numerische Steuerungen)
Industrielle Elektronik? Was hat ein Maschinenbauer dort verloren? Aber von Anfang an:
Endlich war das Studium beendet und das Diplom in der Tasche. Ich durfte mich nun dipl. Masch. Ing. HTL nennen und wusste
dabei ganz genau, dass ich eigentlich noch gar nichts wusste. Auf der Suche nach einem geeigneten Job wandte ich mich an einen
früheren Studienkollegen (ich hatte das Studium ja wegen der Unteroffiziersschule für 1 Jahr unterbrochen) welcher ein Jahr
vor mir diplomierte. Ich wusste, dass er einen Computerjob hatte, und wie es der Zufall so wollte, suchten sie bei ihm gerade
einen weiteren Maschinenbauer für die Kundenprogrammierung. Bei dem Vorstellungsgespräch wurde mir der Zusammenhang dann
sofort klar.

|
BBC als Herstellerin numerischer Steuerungen für hochpräzise Schleifmaschinen beliefert natürlich die
Maschinenindustrie. Ihr Produkt wurde also im Maschinenbaubereich eingesetzt und daher war für die Programmierung eben
das Wissen und die Erfahrung der modernen Fertigungstechnik gefragt. Am 1. November 1970 nahm ich diese Tätigkeit auf und
fand mich in kürzester Zeit darin zurecht. Die BBC-810 Steuerung war damals ein grosser Schrank voll Elektronik, denn neben
der regelungstechnischen Elektronik war auch die komplette Informationsumsetzung (Programminterpretation mit anschliessender
Bahnberechnung) alles BBC-Eigenbau. Frei programmierbare Industriecomputer waren damals erst im Kommen. Aber als eine der
wenigen Steuerungen auf dem Markt, war die BBC-Steuerungen bereits in der Lage einen Kreisbogen mit Endpunkt und
Zentrumskoordinaten selbständig umzusetzen, während bei vielen Konkurrenten dieses noch mühsam als Punktfolge eines
Polygonzuges programmiert werden musste. Das war auch der Grund, weshalb sie bei Präzisionsmaschinen vorzugsweise zum Einsatz
kam. Unsere Kunden stellten in erster Linie hochpräzise Stanzwerkzeuge her, bei denen Stempel und Matrize mit einem Luftspalt
von bloss einem Zehntelmillimeter zusammenpassen mussten. Da solche Formen oftmals komplizierte Kurven aufwiesen, waren
unsere Kunden oft überfordert, die Bahndaten selbst zu programmieren. Mein Job war es, dies als Dienstleistung unseren Kunden
anzubieten. Sie lieferten mir die Zeichnung des Werkzeuges und ich im Gegenzug das fertige NC-Programm (in der Regel
ein bis zu 100 Meter langer Lochstreifen). Im Rechenzentrum der BBC in Baden konnte ich auf einer IBM-360 geometrische
Bahnberechnungen durchführen lassen. Dies erfolgte über das APT-Programm (Automatic Program Tool), welches uns zur Verfügung
stand. Diese APT-Programmiersprache lernte ich so nebenbei anhand eines Programmierhandbuches.
|
Beschwerlich war allerdings
die Tatsache, dass man die damaligen Computer immer noch mit Lochkarten füttern musste. Ich hatte zwar im Büro meinen
eigenen Kartenlocher, aber die persönliche Abgabe der Lochkarten in Baden bedingte immer eine Reise mit dem Werksbus. Hatten sich
Fehler im Programmcode eingeschlichen, so bekam man anstelle der geometrischen Bahndaten lediglich einen Programmausdruck
mit den entsprechenden Fehlerhinweisen zurück, und wieder war ein Tag verloren.

|

|
1972 waren nun die ersten frei programmierbaren
Prozessrechner (Industriecomputer) auf dem Markt, und die Abteilungsleitung beschloss, die ganzen Rechenaufgaben der
Steuerung mit einem solchen durchzuführen. Die Regelungselektronik musste auf den Datenbus dieses Rechners angepasst werden,
damit die Kommunikation zwischen Computer und Achsantriebselektronik möglich wurde. Also genügend Arbeit für die Elektroingenieure,
so dass sich die Frage stellte, wer denn nun dem Computer die Bahnberechnung und Peripherieansteuerung beibringt! Da dies
nicht unbedingt von einem Elektroniker gemacht werden musste, fiel die Wahl der Abteilungsleitung auf mich, dem jüngsten im Team.
Der evaluierte Prozessrechner war der PDP-11 von Digital Equipment, also galt es sich mit dessen Innenleben zu beschäftigen.
|
Von Programmiersprache war da anfänglich nicht die Rede, Maschinencode als Oktalzahlen war angesagt. Die nächste und vorläufig
letzte Stufe, die vom Rechnerhersteller zur Verfügung gestellt wurde, war ein Assemblerprogramm, eine Aneinaderreihung von symbolischen
Instruktionen, die in den jeweiligen oktalen Maschinencode umgewandelt wurde. Die gesamte Speicherverwaltung (Daten- und Programmbereich)
musste vom Programmierer selbst in die Hand genommen werden. Auch das Ansteuern peripherer Geräte wie Tastatur und Bildschirm
musste ausprogrammiert werden. So etwas wie ein Betriebssystem gab es nicht, man programmierte das Betriebssystem für die gewünschte
Anwendung selbst, und erst noch als Echtzeitanwendung! Es gab viel zu tun! Ich packte es an. Nach ein paar Monaten intensiver
Programmierung, die Elektroniker waren mittlerweile mit ihrem Teil auch schon so weit, konnten die ersten Gehversuche mit
der neuen BBC-1000 gewagt werden. Über diese Phase kamen wir nicht hinaus, denn 1973 traf uns ein Beschluss der Bereichsleitung
Industrielle Elektronik wie ein Blitz aus heiterem Himmel: "Brown Boveri schliesst die Abteilung EIN, jegliche Tätigkeit
wird eingestellt. Die Mitarbeiter werden auf die bestehenden Abteilungen des Bereichs EI verteilt". Frust auf der ganzen Linie.
Jedem war klar, dass da ein grosses "know how" verloren gehen würde, aber was sollte man tun? Am besten eine Firma gründen und
die bisherigen Entwicklungen weitertreiben, aber ohne Geld? Nur weil BBC diesen Entscheid gefällt hatte, wollte das noch lange
nicht heissen, dass für Spezialsteuerungen kein Markt da war. Was ist mit den bestehenden Kunden, dem Service? Viele Fragen
auf die es Antworten zu finden galt.
Atek NC-Systems AG Brugg

|
9 Mitarbeiter rafften sich zusammen und beschlossen nach einigen Krisensitzungen die bisherige Tätigkeit in einer neu zu
gründenden Firma fortzuführen. Die Bilanz sah folgendermassen aus:
|
|
AKTIVEN:
|
PASSIVEN:
|
- Übernahme des BBC-Kundenstammes
- Weiterführung des Service für BBC-Kunden
- grossen "know how"-Vorsprung durch das aus den ehemaligen
Spitzenleuten gebildeten kleinen Teams
|
- Aufbau der Firmeninfrastruktur
- Entwicklung einer eigenen Steuerung
|
Jedem Mitarbeiter wurde die Pflicht auferlegt, sich mit einem angemessenen Aktienkapital zu beteiligen. Für den
fehlenden Rest erklärten sich 4 Mitarbeiter der Firma ATEK Electronic AG Vitznau bereit, sich ebenfalls zu beteiligen.
Der Synergieeffekt bestand darin, dass sie die Infrastruktur besassen um elektronische Leiterplatten herzustellen,
während wir uns mit dem PDP-11 auskannten. Ansonsten waren wir vom Markt her ja keine Konkurrenten, sondern
ergänzten uns optimal. Daher einigten wir uns auch schnell auf den Firmennamen ATEK NC-SYSTEMS AG. Als Räumlichkeiten konnten
wir in einem Wohnblock in Brugg zwei 5-Zimmerwohnungen mieten, das Abenteuer konnte beginnen. Für mich war es ein Glückstreffer,
konnte ich doch alles was in der BBC-Version schlecht war weglassen und das gute optimieren. Lehrgeld habe ich bei BBC
bezahlt, nun war ich ja um Erfahrungen reicher. Die Fliesskommaarithmetik in 8-Byte-Darstellung war langsam gewesen und
die 4-Byte-Darstellung für unsere Zwecke nicht genau genug. Also war meine erste Erfindung eine Mathematik-Bibliothek zu
programmieren, welche alle Operationen und Funktionen in 6-Byte Darstellung enthielt. Quadratwurzel und Winkelfunktionen
mussten als endliche Potenz-Reihen auf Geschwindigkeit und Genauigkeit optimiert sein. Es gab damals keine "Chips" welche
mathematische Berechnungen durchführten - für Fliesskommaarithmetik gab es einfach gar nichts ausser kleine Unterprogramme,
welche aufgerufen werden mussten. So bewegte man sich in den Rechenzeiten für eine Addition im Bereich von 50 Mikrosekunden.
Heutige Prozessorchips berechnen in der Zeit 1000 Sinuswerte! Auf jeden Fall schafften wir es, sich einen Namen als
CNC-Steuerungshersteller zu verschaffen, zumindest im Spezialmaschinenmarkt. Die alten BBC-Steuerung wurden allmählich
alle durch ATEK-Steuerungen ersetzt. Meine Arbeit bestand nur noch aus Anpassungen und kleinen Änderungen, so dass ich
Zeit für andere Aufgaben fand.

|
Die Swissair plante 1976 ein Meldungsvermittlungssystem für ihre rund 100 Telexanschlüsse im Flughafen Kloten, da die
Anschlusskapazität ihres weltweiten Meldungssystems an die Kapazitätsgrenzen stiess. Es gab nichts auf dem Markt, was deren
Bedürfnissen genügte, es musste ein massgeschneidertes System nach deren Pflichtenheft sein. Da sind die beiden ATEK Firmen
gemeinsam als Anbieter aufgetreten und konnten den Auftrag an Land ziehen. Glücklicherweise war ich bei den Übermittlungstruppen
militärisch vorbelastet, so dass ich die Problematik sehr rasch erfasste. Es galt die vom übergeordneten Rechner ankommenden
Meldungen anhand der 7-stelligen Adresskürzel an die richtige Linie weiterzuleiten und alle Meldungen von den 100
angeschlossenen Leitungen einzusammeln und an den übergeordneten Rechner weiterzuleiten. Daneben waren natürlich Eingriffsmöglichkeiten
für das Bedienpersonal vorzusehen, wie etwa Leitungen sperren und wieder freigeben, Meldungen umleiten, Betriebszustände
abfragen über Warteschlangen einzelner Leitungen usw. Das System ging 1976 in Betrieb und war während rund 20 Jahren mit einer
Verfügbarkeit von 99,9% im Einsatz. 1978 folgte dann ein Folgeauftrag für die Austrian Airlines in Wien-Oberlaa, deren Anlage
sogar bis in die späten 90er Jahre im Betrieb war. Telex ist heute längst Geschichte und auch Airlines kommunizieren heute
übers Internet. Auch undenkbar ist heute, dass ein einzelner Programmierer im Alleingang solche Projekte realisiert.
|

|
Schicksalsjahr 1980. Das Deutsche Wirtschaftsministerium hat festgestellt, dass Deutschland als weltweit grösster
Maschinenhersteller keine einzige deutsche CNC-Steuerung mehr baut. Siemens war jetzt Fanuc Japan und Bosch war Bendix USA.
Daher waren die Technischen Universitäten mit Hochdruck daran, eine neue Generation Steuerungen zu entwickeln, die mit
mehreren Prozessoren (MPST Multiprozessor Systemtechnik) arbeiten sollten. Für den Bau und die Produktion war man auf der Suche
nach einem Deutschen Elektrokonzern. Da Siemens und Bosch ausfiel, AEG/Telefunken kein Interesse zeigte, landete man schliesslich
bei BBC Mannheim (zwar ein Schweizer Konzern, aber mit Zweigniederlassung in Deutschland). Diese nahmen natürlich sofort
Kontakt auf mit dem Mutterkonzern in Baden und erfuhren dort, dass die NC-Produktion eingestellt wurde. Aber man verwies darauf,
dass das "know how" noch vorhanden sei, nämlich bei ATEK NC-Systems in Brugg. Die TU Stuttgart nahm mit uns Verbindung auf
und lud uns nach Stuttgart ein zur Vorstellung der neuen MPST-Studie. Sie stellten uns einen Blanko-Entwicklungskredit von
1 Million DM in Aussicht, falls wir ins Projekt einsteigen und die Produktion und Vermarktung übernehmen würden. Jeder von uns
war nun angehalten über das Projekt nachzudenken und eine Machbarkeitsexpertise zu erstellen. Das Resultat war ernüchternd: Jeder
von uns war auf Grund seiner Erfahrungen überzeugt, dass das in der Praxis nicht wie gewünscht funktionieren würde, da sich die
rechenintensiven Prozesse nicht parallelisieren lassen und alles am Hauptprozessor hängen bleibt, man also gegenüber unserer
bisher bewährten System nichts gewinnt. Trotz der ablehnenden Haltung aller beteiligten Ingenieure hat sich (des Geldes wegen)
der Verwaltungsrat zusammen mit der Aktienmehrheit von Vitznau und unseren Vertriebsleuten durchgesetzt und eine Zusammenarbeit
beschlossen. Das wollte ich nicht mittragen und habe kurzerhand gekündigt und meine Beteiligung aufgelöst.
Mitek AG Zürich

|
Aus meiner Studienzeit kannte ich einen Kollegen aus der Elektroabteilung und als ich auf Jobsuche auch bei ihm anklopfte, war
die Antwort: "Du kommst wie gerufen". Er hatte zusammen mit 2 Ingenieuren eine vollautomatische Zentrale für 350 Zürcher Funktaxis
in Angriff genommen und sie kamen im Moment nicht wunschgemäss voran. |
Da das System auch auf PDP-11 Rechnern aufgebaut war,
brachte ich natürlich optimale Programmiererfahrung mit. Da das System etwas grössere Ausmasse hatte, als ich bisher gewohnt war,
kamen hier nun auch Plattenspeicher und ein mittlerweile bewährtes Echtzeit-Betriebssystem RSX-11 zum Einsatz. Da der normale Zugriff
auf die Festplatte zu langsam war, entwickelten wir eine massgeschneiderte Datenstruktur welche das gewünschte Ergebnis brachte.
Alles in allem konnte die Anlage innert Jahresfrist vollständig fertiggestellt und 1981 dem Betrieb übergeben werden. Alle Taxis waren
über Funk mit einem Bildschirm ausgerüstet auf dem die Bestellung schriftlich angezeigt wurde. Mittels Tastendruck akzeptierte
der Fahrer diese. Der Zustand des Taxometers war überwacht, man wusste also jederzeit welche Fahrzeuge frei waren. Zudem war
die Stadt in 100 Zonen aufgeteilt deren Nummer der Fahrer als Standort einstellen musste, also waren auch alle Standorte
der Fahrzeuge bekannt. Alle Strassen, Plätze, Gebäude usw. der Stadt waren gespeichert mit der zugehörigen Zonennummer.
Zudem die durchschnittliche Fahrzeit von jedem Sektor zu jedem (rund 5000 Möglichkeiten). Beim Start einer Fahrt musste der
Fahrer die Zielzone eingeben so dass man auch die in eine Zone zufahrenden Fahrzeuge erfasste, und auf Grund der Zeit, wann der
Taxometer eingeschaltet wurde, der durchschnittlichen Fahrzeit, wusste man wann dieses Fahrzeug eintreffen würde. Der Telefonist
in der Zentrale gab die Bestellung ein, welche sofort dem ersten freien Taxi dieser Zone übermittelt wurde. War kein freies
Taxi in der Zone, bekam es der zufahrende Wagen mit der kürzesten noch ausstehenden Fahrzeit schon während der Zufahrt zugestellt.
Damit war es möglich die Taxis geordnet der Reihe nach zu bedienen, die Wartezeiten so gering wie möglich zu halten, sehr zur
Zufriedenheit der beteiligten Taxiunternehmen. Das System war bis 1999 im Betrieb.
ADCOS AG Brugg
|
Das Projekt Taxi-Zentrale war beendet und eigentlich gab es für mich bei der Mitek AG nichts wichtiges mehr zu tun.
Da ich zu den alten Kollegen bei der ATEK noch immer Kontakt hatte, war ich natürlich auf dem Laufenden was mit dem
neuen MPST-System ablief, nämlich, wie von den meisten vorausgesagt, ein Bemühen ohne Erfolg.
|
Die Million
war schon zu einem guten Teil aufgebraucht und die Entwicklung noch längst nicht abgeschlossen. Frust machte sich
auch langsam bei den ehemaligen Kollegen breit. So entschloss ich mich 1981 eine neue Firma zu gründen um nach einiger Zeit
zwei ehemalige Kollegen mit an Bord zu holen. Da ich genau wie die ATEK in Brugg ansässig war musste ich einen Namen
finden, der im Telefonbuch vor ATEK zu finden war. Ich kam auf den Phantasienamen ADCOS und entwarf ein passendes
Firmenlogo (Bild). Das nötige Aktienkapital brachten wir gemeinsam auf und erstanden damit erst mal ein einfaches
PDP-11 System mit dem ich in meiner Wohnung ein weiteres Mal ein neue CNC-Software entwickelte, effizienter und besser
als ATEK, damit wir eventuell deren Kunden auf unsere Seite ziehen konnten. Das war dieses Mal weit schwieriger, da ja
das bisherige Unternehmen nicht aufgegeben, sondern sich bloss in ein unmöglich scheinendes Projekt gestürzt und
dabei die Weiterentwicklung des eigenen Produktes aufgegeben hatte. Das merkten auch deren Kunden, das Interesse an
unserer Tätigkeit wuchs. Neuartige Achskarten (Regelelektronik) mit einem kleinen Mikrochip, CNC-Software nicht mehr
mühsam über Lochstreifen einzulesen sondern auf EPROM (Eraseable programmable read only memory) gebrannt, waren nur einige
Trümpfe, die wir vorzuweisen hatten. Nicht ausser Acht zu lassen, das "know how" über das ATEK-Produkt erlaubte es uns
auch, den mittlerweile immer schlechter funktionierenden Service der ATEK langsam aber sicher auf unsere Seite zu ziehen
und über diesen Kanal den Kunden den Umstieg auf unsere Steuerung schmackhaft zu machen. Das gelang nur schleppend, aber es gelang.
Wir fanden passende und erschwingliche Räumlichkeiten in der alten Landschreiberei in Brugg, so dass ich meine Wohnung
wieder dem eigentlichen Zweck zuführen konnte. Eine willkommene zusätzliche Einnahmequelle bescherte uns eines Tages ein
Anruf aus Linz in Österreich. Wie die damals auf uns aufmerksam wurden ist mir heute nicht mehr gegenwärtig. Auf jeden
Fall hatte Sprecher & Schuh in Linz ein Projekt bei der weltbekannten Glasbearbeitungsfirma LISEC in Hausmenning zu realisieren,
bei welchem man in verschiedener Hinsicht in Schwierigkeiten war. Es galt einerseits normierte Glasscheiben verschiedenster
Formen zusammen mit empirisch zu erfassenden Formen optimal auf einer Glasplatte anzuordnen, so dass der Abfall minimiert
werden konnte. Zudem musste der Schneidprozess, der eigentlich keiner war, denn die kleine Diamantrolle drückte lediglich
eine Delle ins Glas (Oberflächenspannungsverdichtung), so schnell abgeschlossen sein, dass die Formen noch aus der Tafel
von 1 x 2 m Grösse ausgebrochen werden konnten, denn die eingebrachte Oberflächenspannung hielt maximal 2 - 3 Minuten an.
Das waren die technologischen Randbedingungen. Für das Erfassen der empirischen (also nicht der Norm entsprechenden) Spezialformen
hatte man bereits eine Formerfassungseinheit entwickelt, welche auf einem Tisch mit weisser Unterlage die darauf liegenden
am Rand eingeschwärzten Papierformen abtastete. Das erfolgte mit einer kleinen optischen Lupe, welcher den Helligkeitswert
an den Rechner weitermeldete. Wenn die Helligkeit anstieg, wusste der Rechner, dass man sich von der Form wegbegab in Richtung
weissem Hintergrund, und umgekehrt wenn die Helligkeit abnahm, dass man sich weiter in die Form hineinbegab. So konnte man
einen Regelprozess in Gang setzen, der die Lupe auf ihrem Abtastweg immer am Rande der Form entlang führte. Jetzt musste
nur noch in einem vernünftigen Zeittakt die Position der Lupe abgespeichert werden, und man hatte eine Punktfolge, welche
die Form beschrieb. Es ist logisch, dass diese Formen geschlossen sein mussten, also der Anfangspunkt und Endpunkt der Abtastung
zusammenfallen musste (Abbruchkriterium der Abtastung). Soweit war Sprecher & Schuh Linz schon gekommen, aber nun begann
deren unlösbares Problem. Sie setzten die Punktfolge in kleine gerade Wegstrecken (tausende) um und keine der damals auf dem
Markt erhältlichen Steuerungen war in der Lage diese Informationsflut schnell genug in Bewegung umzusetzen, so dass die
technologisch geforderte Schneidgeschwindigkeit nicht einmal annähernd erreicht werden konnte. Die Problematik interessierte mich
und wir schlossen einen Zusammenarbeitungsvertrag.
Die Analyse der Punktfolge ergab, dass regeltechnisch bedingt, ein regelrechter Zickzackkurs vorlag. Dieser galt es erst mal
zu glätten, so dass eine stetige Punktfolge entstand. Die Mathematik bietet da eine Splinefunktion an, welche die Koëffizienten
einer parametrisierten Parabel dritter Ordnung über jeweils drei aufeinanderfolgende Punkte liefert. Der vorangegangene und
nachfolgende Punkt wird zur Berechnung herangezogen, so dass das möglichst schwingungsfreie Parabelstück gefunden werden kann.
Also beginnt man die wilde Rechnerei, indem man aus der Punktfolge ein paar weit auseinanderliegende gezielte Punkte herausgreift,
sie durch eine kubische Parabel verbindet und die Lage der aufgenommenen Punkte mit dem an der Stelle berechenbaren Parabelpunkt
distanzmässig vergleicht. Liegt die Abweichung ausserhalb einer vorgegebenen zulässigen Toleranz nimmt man dazwischenliegende
Punkte zusätzlich in die Berechnung hinein, bis die Bedingung erfüllt ist. Die so gewonnene neue geglättete Punktfolge gilt es
nun in längere Bewegungsstrecken einzubinden, um der Steuerung die nötige Zeit zu geben um auf Geschwindigkeit zu kommen.
Da jede Steuerung mittlerweile einen Kreisbogen mit einer einzigen Weginformation abfahren konnte, lag es auf der Hand, eine
möglichst lange Punktfolge durch einen einzigen Kreisbogen zu ersetzen. Kriterium: Abweichung innerhalb der gewünschten Toleranz
und was noch wichtiger ist, alle Kreisbögen müssen tangentiell ineinander übergehen (Einhaltung der Stetigkeit). Ich entwickelte
also dieses Paket aus Splinefunktion und Kreisapproximation und hatte bald Erfolg damit. Die resultierenden Kreisbögen waren
lang genug, dass die Steuerung mühelos das Diamanträdchen mit 20 m/min über die Glasfläche bewegen konnte, sehr zur Zufriedenheit
aller Beteiligten. Das Mischen empirischer und normierter Formen mit nachträglicher Anordnungsoptimierung war im Vergleich zum
ersten Schritt das weit einfachere Problem. Das Projekt war abgeschlossen und ich konnte mich neuen Aufgaben zuwenden.
Wer technisch so vielseitig programmieren kann, der kann auch verwaltungstechnische Aufgaben lösen, meinte der Leiter der
Brugger Hauptagentur der Helvetia-Versicherungsgesellschaft, welcher sein Büro unweit des unsrigen hatte. Dem war so, denn
ich hatte mir ja auch zwischendurch ein massgeschneidertes Buchhaltungsprogramm zusammengeschustert, mit dem ich die gesamte
Geschäftsbuchhaltung abwickelte. "Was liegt denn an?" fragte ich ihn. Ein neues UVG (Unfall-Versicherungsgesetz) und ein
BVG (Berufsvorsorgegesetz) eröffnete den Versicherungsgesellschaften ein immenses neues Betätigungsfeld, und davon wollte er
sich für seine Gesellschaft ein möglichst grosses Stück vom Kuchen abschneiden. Wenn seine Agenten abends zurück kamen, sollte man
die erfassten Eckwerte in ein Programm eingeben können, so dass bereits am anderen Tag der Agent mit der fertigen Offerte
beim Kunden vorsprechen konnte, schneller als die Konkurrenz. Nichts einfacheres als das. Das Programm stand, seine Sekretärin
kam allabendlich mit einem Bündel Formulare, tippt die Daten eigenständig ins System und ging nach einer Stunde mit einem
Bündel Offerten wieder zurück, das Kleinrechenzentrum war geboren und der Erfolg blieb nicht aus. Am Rande sei bemerkt, dass
besagter Hauptagenturleiter mich im Jahr 2007, also über dreissig Jahre nach diesem Kurzeinsatz, als er mich bei einem
Schweizaufenthalt zufällig begegnete, zu sich einlud und mir am Ende eines feudalen Nachtessens 3 Flaschen unbezahlbaren
Barillo Weines in die Hand drückte. Diese Anerkennung tat der Seele gut!
Eines Tages bekam ich einen Anruf eines Herrn Röthlisberger aus Riehen. "Sie erinnern sich vielleicht nicht mehr an mich,
aber als ich noch Verkäufer für Drehmaschinen bei +GF+ in Schaffhausen war, haben wir uns da mal begegnet und Sie haben
mir da einen bleibenden Eindruck hinterlassen!" He? War das jetzt positiv oder negativ gemeint? Ich wusste, dass ich damals
im Namen von ATEK, das war etwa 1977, eine Steuerung an einer +GF+-Drehmaschine in Betrieb genommen hatte, aber was
damals der Auslöser für diesen bleibenden Eindruck gewesen sein sollte, war mir ein Rätsel. Im Laufe des Gespräches kam
dann Klarheit in die Sache. +GF+ lieferte damals Drehmaschinen an Deckel in München, welche für ihre Wellenfabrikation
speziell geformte Wellen drehen wollte. Da ATEK damals die weltweit einzige Steuerung war, die nebst Kreisbögen auch Parabelbögen
zweiter Ordnung in einer einzigen Weginformation verarbeiten konnte, kam für den Endkunden nur eine ATEK-Steuerung in Frage.
Also musste damals +GF+ zwangsläufig mit ATEK zusammenarbeiten, weil es der Endkunde so wollte. Im Nachhinein muss ich
feststellen, dass da wieder mal eine meiner Ideen zu einem Geschäft geführt hat, und da scheint sich eine Fortsetzung
anzubahnen. Neben der Parabelinterpolation hatte ich nämlich damals schon eine komplexe Unterprogrammtechnik und Schleifenlogik
auf der CNC, so dass ich in der Lage war mit paar wenigen Weginformationen einen kleinen Bewegungsablauf bestehend aus
ein paar Parabeln als endlos laufendes Programm vorzuführen. Das hat den damaligen Verkäufer Röthlisberger fast vom Hocker
gehauen. Er kannte ja damals nur die Steuerungen von Siemens, Bosch, GE usw., die das alle nicht konnten. Der langen Rede kurzer
Sinn, Werner Röthlisberger hat sich später selbständig gemacht und die Firma RÖAG in Riehen gegründet. Er vertrieb in der
Schweiz Programmierplätze eines deutschen Herstellers, welche den Klein- und Mittelbetrieben die Programmierung von
CNC-Maschinen erleichterten. Der Chef der Lehrwerkstätte Basel hatte nun die Idee, ein einfaches Produktionsplanungssystem
einzuführen, das aber genau auf seine Bedürfnisse zugeschnitten sein sollte, und hat dazu seine Ideen in einem zig-seitigen
Pflichtenheft niedergeschrieben. Da hat Röag-Chef Röthlisberger sofort an eine Erweiterung seines Programmierplatzes
gedacht, aber der deutsche Hersteller wollte von der Idee nichts wissen. Dann nehme ich die Sache selber in die Hand,
aber mit wem? Da kam die Erinnerung an mich wieder hoch.
RÖAG AG Riehen

|
Ein PPS (Produktionsplanungssystem) zu entwickeln war eine neue Herausforderung und interessierte mich brennend, und
wir fanden bald eine für beide Seiten akzeptable Vereinbarung über die bevorstehende Zusammenarbeit.
In der Zwischenzeit gab es die ersten PCs (Personal computer) und in diesem Programmierplatz war ein solcher als Rechner
eingesetzt. Er hatte das Betriebssystem DOS und 11-Zoll-Floppydisk als Speichermedium.
Dazu eine relationale Datenbank mit
zugehöriger Programmiersprache (dBase) aber in Anbetracht dessen, was ich schon alles gemacht hatte, eigentlich nur ein
weiterer Dialekt.
Die Funktion einer Datenbank war mir rasch klar und ich begann mit der Umsetzung des umfangreichen
Pflichtenheftes.
|
Der Umfang dieses Projektes wurde von beiden Seiten etwas unterschätzt und dauerte auch durch laufend auftauchende
Ideen, was man noch alles hineinbringen könnte, sei es von Seiten Röag oder der Lehrwerkstätte, länger als gedacht. Da ADCOS
den Auftrag in Regie (Bezahlung nach Aufwand und kein Festpreis) übernommen hatte, kam es Röag allmählich teuer zu stehen.
Röag und ADCOS vereinbarten 1984, dass ich und ein weiterer Kollege von Röag übernommen werden, während die verbleibenden
Mitarbeiter die ADCOS alleine weiterführen sollten (nur noch das Kerngeschäft Steuerungen). Um das gewohnte Umfeld nicht
verlassen zu müssen, mietete Röag in Brugg Räumlichkeiten, das sogenannte Büro Brugg. Im Verlaufe der Entwicklung wurde auch
die Entwicklungsplattform ständig auf den neuesten Stand gebracht, von DOS gab es laufend neuere Versionen, die Floppydisk
von 11 auf 5,5 Zoll und dann ersetzt duch Disketten, der dBase-Interpreter mache dem Clipperprogramm Platz usw. Röag merkte
bald, dass nach PPS für KMU's (Klein- und Mittelbetriebe) ein Nachfrage bestand und vermarktete die Systeme unter dem Namen
PRODAT. Zwei weitere Programmierer wurden angestellt und der Umfang stetig erweitert. In der Zwischenzeit wurden in der Brugger
Altstatt auch grössere Räumlichkeiten gefunden, 3 Vertriebsleute verkauften die Systeme, 3 Techniker installierten sie und
4 Programmierer entwickelten, alles schien perfekt. Aber am Anfang der 90er Jahre brach die Wirtschaft etwas ein, der Markt
im KMU-Sektor war langsam gesättigt und die Aufrüstung mit neuen Modulen bei den bisherigen Kunden brachte nicht mehr die
nötigen Einnahmen. Die Wende in Deutschland löste auch einen gewissen technologischen Nachholbedarf in den neuen
Bundesländern aus und so
begann sich die Technische Universität Erfurt (Thüringen) für das Produkt zu interessieren. Entwicklung an Universitäten
bezahlt ja bekanntlich der Staat und der deutsche Markt ist 10 mal grösser als der schweizerische. Die Röag verkaufte das
Produkt mit allen Rechten an eine Erfurter Firma (vom TU Professor rasch gegründet) und stellte die Tätigkeiten auf Ende
Januar 1993 ein. Dass meine Ideen gut waren beweist die Existenz des in Erfurt weiterentwickelten Produktes das unter
PRODAT SQL angepriesen wird.
Arbeitslosigkeit, eine schreckliche Erfahrung
Ich fühlte mich mit 46 Jahren noch keineswegs alt oder verbraucht und war der festen Überzeugung mit einem solchen
Leistungsausweis schnell wieder eine neue Stelle zu finden. Weit gefehlt. Ich schrieb Bewerbung um Bewerbung und erhielt,
wenn überhaupt, als Antworten nur Absagen. Als Bewerber zu alt (zu teuer), für unsere Stelle überqualifiziert, andere Bewerber
mit passenderem Profil, als alter Einzelkämpfer nicht teamfähig genug, und wie die Begründungen alle hiessen. Ich wurde in
11 Monaten mit 120 Bewerbungen nur ZWEIMAL zu einem Vorstellungsgespräch eingeladen und abgelehnt. Selbst das
Stellenvermittlungsbüro bei der Stadt Brugg konnte nichts tun, ausser jede Woche einen weiteren Stempel anzubringen.
Weihnachten 1993 stand vor der Tür, die Stimmung alles andere als feierlich, da bekam ich eines Abends einen Telefonanruf.
"Guten Abend Herr Meister, Sie bewerben sich doch um eine Stelle?". Ich fiel aus allen Wolken - Veltheim ist ja
ein Nachbarort von Brugg und ich hatte mich bisher in der ganzen Schweiz herum beworben. Ich wusste mit Bestimmtheit, nie ein
Inserat einer Firma in Veltheim gesehen, geschweige denn sich bei einer solchen beworben zu haben! Im Verlaufe des Gespräches
stellte sich dann heraus, dass ein Treuhandbüro das Inserat in dessen Namen aufgegeben hatte, aber das war ja in dem
Moment nebensächlich. Er erzählte mir dass sie Blechschneidemaschinen für Isolierbetriebe herstellten und jemanden für
die Programmierung und Berechnung der vielfältigen Blechabwicklungen suchen. Ich erzählte ihm was ich bisher tat und
stellte zum erstenmal fest, dass sich jemand überhaupt dafür interessierte. Am Ende des Gespräches, bat er mich doch
anderntags zu einem Vorstellungsgespräch zu erscheinen. Ein Lichtstreifen am Horizont, mehr
nicht, denn ich hatte in den vergangenen 11 Monaten gelernt, das beste zu hoffen und gleichzeitig mit dem schlimmsten
zu rechnen. Nach einem kurzen Gespräch führte mich der Geschäftsinhaber durch den Betrieb, zeigte mir alle Produkte (jegliche Art von Maschinen die im Zusammenhang mit der Blechbearbeitung
von Isolierspenglereien eingesetzt werden) und als Höhepunkt eine grosse Blechschneidemaschine. Das ist ihr Objekt! Mechanisch
ist sie zwar fertig, aber wir haben noch keine passende Steuerung und keine Software, darf ich Sie zum Essen einladen, und
übrigens, könnten Sie morgen anfangen? Ich habe schon viele Weihnachtsgeschichten in Filmen erlebt, aber dass ich selber
in einer die Hauptrolle spielen sollte, hat mich echt umgehauen.
Ein Maschinenbauunternehmen aus Veltheim

|
Am 23.12.93 begann sich mein Leben also wieder zu normalisieren. Mein neuer Arbeitgeber hatte bis dahin eine einfache Blechschneidemaschine
hergestellt, die in der Lage war Segmentbögen und Kesselkopfsegmente herzustellen. Eine einfache Steuerung mit diesen zwei
Formen hatte eine kleine Elektronikfirma hergestellt und war genau auf diese Maschine zugeschnitten. Sie hatte ein
mechanisches Schneidsystem (wie eine Blechschere) und konnte demzufolge auch nur von aussen ins Blech einfahren, d.h. ein Eintauchen
mitten im Blech war unmöglich.
|
Zudem war ihre Schneidrichtung auf +/- 45° aus der Geradeausrichtung schwenkbar und
schränkte die Möglichkeiten sehr stark ein. Das Blech musste als Tafeln zugeschnitten bereits die richtige Abwicklungslänge
der Form haben.
Die neue Maschine sollte mit Endlosblech ab Rolle arbeiten, ein patentiertes und mechanisches Schneidsystem haben mit dem man auch ins Blech
eintauchen kann, und mit einer handelsüblichen CNC-Steuerung kontrolliert werden können. Neben den beiden Formen,
welche die einfache Maschine schneiden konnte, sollen alle erdenklichen Formen, welche diese Branche benötigt,
schneidbar sein. Ich muss jetzt hier etwas ausholen, damit nicht mit der Materie Vertraute, folgen zu können. Isolierungen
aller Art (gegen Wärmeverlust, Kälteverlust, Lärm) geschieht in der Regel durch Anbringen einer Schutzschicht, welche den
gewünschten Effekt herbeiführt. Um diese Schutzschicht (Isolation) festzuhalten und vor äusseren Einflüssen zu schützen, wird
das isolierte Teil meistens mit einem Blechmantel umgeben. Die häufigsten zu isolierenden Teile sind naturgemäss Rohrleitungen.

|
Da diese ja nicht nur geradeaus führen, sondern hie und da mal die Richtung ändern, ist die häufigste Form der Ummantelung
ein Bogenstück. Da man ein Blechrohr nicht einfach biegen kann, muss für die Ummantelung eines Rohrbogens eine in Segmente
aufgeteilte Konstruktion verwendet werden. Da es natürlich auch Rohrabzweigungen gibt, Ventile, usw. kommt man bald einmal
auf eine stattliche Anzahl Grundformen, die es abzuwickeln und auszuschneiden gilt.
|
Die Firma, welche die massgeschneiderte
Steuerung für die einfachere Maschine geliefert hatte, war mit den Anforderungen an die neue Maschine überfordert und hat
früh schon abgewinkt. Die Lösung dafür eine CNC-Steuerung einzusetzen war schon richtig und der Chef fand einen kleinen
Steuerungshersteller in der Stuttgarter Gegend, welcher eine Steuerung für den Prototyp zur Verfügung stellte. Die Verheiratung
der Software war nicht so ohne weiteres möglich, es wurde ein Echtzeitbetriebssystem einer Schweizerfirma eingesetzt, welches
eine Kommunikation zwischen der Steuerungssoftware und unserem Bedienteil mit Bahnberechnung erlaubte. Unsere Softwareentwicklung
wurde auf dem PC gemacht, der mittlerweile mit den ersten Windows-Versionen ausgerüstet war. Die Programmierung erfolgte in
C++ (Programmiersprache), weil es dazu einen Compiler (Übersetzungsprogramm) für das Echtzeitbetriebssystem der Maschine gab. Also eine
recht umständliche Sache. Ich beschäftigte mich also mal mit der Mathematik der Formabwicklungen, stellte eine grafische
Simulation der Bahndaten und deren Umsetzung in die Bewegungsinformationen für die Steuerung auf die Beine. Noch im Jahre 1994
war die erste Maschine funktionsfähig und lieferte auch schon die ersten Formen. Des weiteren bestand die Entwicklung im
Wesentlichen darin, weitere Formen ins Programm aufzunehmen. Die Zusammenarbeit mit dem deutschen Steuerungshersteller
erwies sich als kompliziert, da sie auf unsere wachsenden Anforderung nicht in genügendem Mass einzugehen vermochten.
Zum Glück war mein ehemaliger Arbeitgeber (gleich vor der Haustüre) ja noch im Geschäft! Ich arrangierte ein Treffen zwischen
dem Chef und meinem damaligen Arbeitgeber
und daraus wurde eine bis heute zur Zufriedenheit aller anhaltende gute Zusammenarbeit. Die Entwicklung ging zügig voran,
die Maschine wurde konstruktiv ständig verbessert, die Software wurde immer leistungsfähiger und immer neue Formen konnten
ins Programm aufgenommen werden.

|
Ich war nun zwischenzeitlich auch schon 56 Jahre alt geworden und fragte mich, wie lange
ich diesem Druck noch standhalten konnte. War ein frühzeitiger Ausstieg finanziell überhaupt möglich? In der Schweiz
sicher nicht, dazu sind die Lebenshaltungskosten viel zu hoch. In Serbien jedoch schon, wie eine Überschlagsrechnung zeigte.
So entschloss ich mich 2003 auszuwandern, von der Pensionskasse ein Haus zu kaufen und bis zum Rentenalter davon und später
von der staatlichen Rente zu leben. Die Rechnung ging bisher voll auf. Als 2006 mein letzer Arbeitgeber noch immer keinen Nachfolger für mich
gefunden hatte und die Software durch unsachgemässe Veränderungen von ungenügend ausgebildetem Personal zum Desaster verkommen
war, sandte mir der Maschinenhersteller einen Hilferuf. Die Firma und deren Ruf standen auf dem Spiel. Ich stellte mich dann 2006 noch zweimal
jeweils von Oktober bis April zur Verfügung. Die bisherige Software war in einem solch desolaten Zustand, dass ich mit dem
Sohn des Chefs ein von Grund auf neues Konzept entwickelte, das auch für die weitere Zukunft genügen sollte.
|
So kam es erstmals zu einer echten Verheiratung der beiden Softwareteile.
Auch wurden zwei junge gut ausgebildete Ingenieure gefunden, die sich rasch in die Software einarbeiteten und das Konzept
fachmännisch weiterentwickeln können. Damit konnte ich mich nun endgültig zurücklehnen, den Lebensabend geniessen und den Hobbies
fröhnen ... bis heute. Ich blicke auf eine erfüllte Berufslaufbahn zurück und bin einfach nur glücklich .....